5 hiện tượng hay gặp khi gia công cắt gọt kim loại
Ngày đăng: 7/27/2022 10:25:52 AM - Công nghiệp, xây dựng - Toàn Quốc - 206Chi tiết [Mã tin: 3991081] - Cập nhật: 46 phút trước
Gia công cắt gọt kim loại là quá trình quan trọng và chiếm tỉ lệ cao trong hoạt động sản xuất cơ khí. Trong đó, phổ biến nhất phải kể đến gia công phay và gia công tiện, ngoài ra còn nhiều loại gia công khác như doa, khoét… Lúc răng ăn vào chi tiết gia công có xảy ra hiện tượng va đập và có thể gây ra nhiều điều kiện bất lợi.
Người thợ cần phải nắm vững và hiểu rõ các quy luật cơ bản của quá trình gia công để trong từng trường hợp cụ thể để vừa bảo đảm an toàn, vừa đạt được năng suất cao nhất. Cùng GSI tìm hiểu 5 hiện tượng thường gặp trong quá trình gia công cắt gọt ngay dưới đây!
Hiện tượng nhiệt trong quá trình cắt
Nhiệt sinh ra khi có sự va chạm và tiếp xúc giữa 2 vật thể với cường độ mạnh. Trong quá trình cắt chi tiết gia công, dụng cụ cắt và phoi bị nung nóng. Khi tăng tốc độ cắt, đặc biệt là khi cắt các phoi mỏng, nhiệt độ trong vùng cắt có thể lên đến 600°C .
Nếu tốc độ cắt tiếp tục tăng trong nhiều trường hợp phoi cắt sẽ bị nung nóng tới 900°C (lúc này người thợ có thể thấy sự xuất hiện của màu đỏ sáng). Trong trường hợp này, trên bề mặt gia công của vật liệu thép có thể thấy nhiều màu sắc biến đổi chứng tỏ nhiệt độ ờ lớp bề mặt của chi tiết trong thời gian tiếp xúc với mặt sau của dụng cụ lên rất cao.

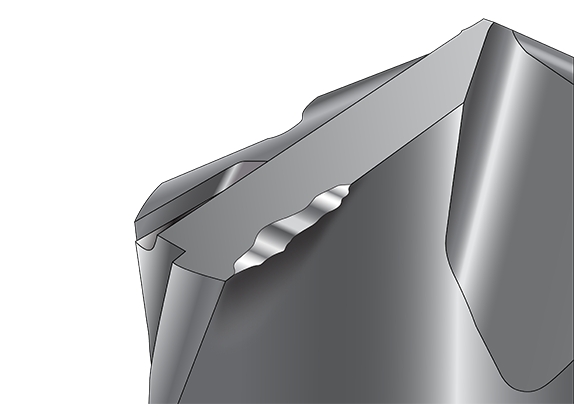
Hiện tượng lẹo dao
Hiện tượng này mang lại nhiều tác hại cho dụng cụ cắt, đây là hiện tượng một phần nhỏ vật liệu trong quá trình biến dạng dẻo bị nóng chảy cục bộ dưới áp suất và nhiệt độ lớn thoát khỏi phôi. Nguyên nhân đến từ việc bị truyền nhiệt ra các thành phần xung quanh nên nhiệt độ giảm đột ngột khiến cho vật liệu bị đông cứng, tự tôi cứng bám chặt vào mặt trước của dao cắt.
Khi tự tôi cứng, bám chặt vào cạnh lưỡi dao cắt nó tạo nên ở đó một mảng hay một lớp bảo vệ có tác dụng như một cái nêm và làm thay đổi các thông số của dao cắt, dụng cụ cắt.
Hậu quả của việc này làm giảm độ sắc của lưỡi cắt, vì thế dẫn đến làm giảm độ nhẵn bề mặt gia công hoặc dẫn đến mất khả năng cắt gọt của dụng cụ, làm hỏng dao cắt. Chính vì thế khi gia công tinh cũng như khi cắt ren, lẹo dao là một hiện tượng xấu. xấu.
1 số biện pháp để khử lẹo dao:
- Cần phải mài bóng mặt trước của dao thật cẩn thận
- Thay đổi tốc độ cắt (thường thường tăng tới 30 m/ph hoặc cao hơn).
- Sử dụng dung dịch tưới nguội trong từng điều kiện gia công cụ thể.
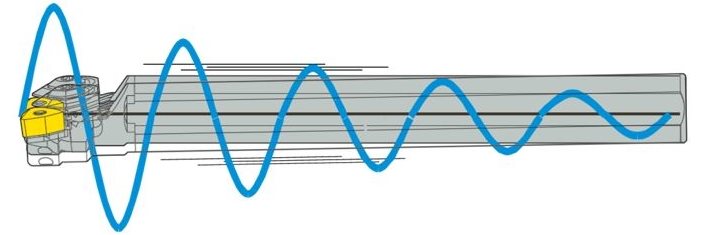
Rung động trong quá trình cắt
Trong quá trình cắt kim loại, có những điều kiện nhất định sinh ra rung động. Vậy khi rung động xảy ra mang lại những hậu quả gì?
- Sự xuất hiện rung động trong nhiều trường hợp là nguyên nhân chủ yếu hạn chế khả năng tăng chế độ cắt và năng suất lao động.
- Rung động trong quá trình cắt ảnh hưởng xấu đến tuổi bền của dao.
- Ngay cả rung động yếu cũng làm giảm độ bóng bề mặt gia công.
- Trong những điều kiện như nhau, khả năng xuất hiện rung động khi gia công gang ít hơn khi gia công thép.
Để hạn chế hiện tượng rung động trong quá trình cắt, bạn có thể tham khảo cách:
- Sử dụng dao cắt có góc sau nhỏ và góc trước lớn, bằng cách chọn tốc độ cắt.
- Phương pháp làm nguội hợp lý cũng có thể giảm được cường độ của rung động.
- Sử dụng các cơ cấu chuyên dùng gọi là độ giảm rung động.
Độ bóng bề mặt gia công
Dụng cụ cắt hay dao cắt là 1 trong những yếu tố then chốt để nâng cao chất lượng gia công sản phẩm bề mặt, chính vì thế cần lựa chọn loại dao cắt phù hợp và chất lượng. Để đánh giá chất lượng của chi tiết đã hoàn thành, người ta chú ý đến những tiêu chí sau: độ chính xác kích thước, độ chính xác về hình dạng hình học và độ bóng bề mặt.
Trong đó, độ bóng bề mặt phụ thuộc vào các yếu tố sau đây: các thông số hình học (góc mài) của dao (trước hết là góc trước, các góc nghiêng), chế độ cắt (lượng chạy dao, tốc độ cắt) và dung dịch trơn nguội. Để đạt độ bóng gia công cao, cũng cần phải mài bóng mặt trước và mặt sau của dao.
Sự co rút của phoi
Đối với thợ lâu năm hiện tượng này không xa lạ, trong quá trình cắt, phoi bị biến dạng và ngắn hơn so với phần chi tiết được cắt ra. Hiện tượng phoi bị ngắn theo chiều dài được gọi là sự co rút của phoi theo chiều dài.
Mặc dù bị sụt giảm về chiều dai phoi tạo ra nhưn thể tích của kim loại khi bị biến dạng thực tế không thay đổi. Vì vậy, trong khi chiều dài của phoi giảm thì diện tích tiết diện ngang phải tăng. Diện tích tiết diện ngang của phoi tăng còn được gọi là sự co rút của phoi theo chiều ngang. Sự biến dạng của phoi làm cho phoi bị xoắn lại. Cho nên các rãnh của dụng cụ cắt (mũi khoan, dao chuôt, dao phay V. V..) phải đảm bảo cho phoi, bị xoắn thoát ra dễ dàng.
Trong quá trình gia công, chắc chắn bạn sẽ gặp phải 5 hiện tượng trên bởi đây đều là các hiện tượng phổ biến. Mong rằng với các chia sẻ trên các anh em mới vào nghề sẽ có thêm thông tin hữu ích tích luỹ vào kinh nghiệm làm việc. GSI TOOLS hiện là nhà phân phối và cung cấp dụng cụ cắt gọt cơ khí lớn top đầu tại Việt Nam, chúng tôi là đối tác của nhiều thương hiệu nổi tiếng thế giới như Kennametal, Atorn, Hahn+Kolb, Orion… với dải sản phẩm rộng và đa dạng, đáp ứng được 100% nhu cầu của khách hàng!
>>> Tham khảo ngay 1000+ mẫu dụng cụ cắt gọt bán chạy nhất
>>> Có thể bạn quan tâm: Top 100 mẫu dụng cụ cầm tay mới nhất 2020
Tin liên quan cùng chuyên mục Công nghiệp, xây dựng
-
2
Ngộp thở oxy bán gấp nhà gần đặng văn bi, thủ đức 60m2, hẻm 5m, 4t, 5pn chỉ 6.x tỷ, tặng nội
Cập nhật: vài giây trước -
2
🔴💥siêu phẩm - nhà 3 tầng 2 mặt kiệt full nội thất phan thanh
Cập nhật: vài giây trước -
5
Tc 5tỷ muốn mua nhà rộng, hxh quận 12 giáp gò vấp xem ngay
Cập nhật: vài giây trước -
3
Bán gấp nhà mặt tiền kinh doanh hiệp thành, quận 12, 5x25m,
Cập nhật: vài giây trước -
4
Bán nhà huỳnh văn bánh, p13, phú nhuận, 80m2, 2
Cập nhật: vài giây trước -
2
🔴💥chính chủ cần bán nhà 2 tầng kiệt ôto 610 tôn đản
Cập nhật: vài giây trước -
 2
2Bán nhà mặt tiền kd đường phan ngữ,q.1,dt:25mx19m,kc:đất,giá:85 tỷ
Cập nhật: vài giây trước -
2
Bán nhà góc 2 mặt tiền đường hoàng hoa thám,q.tân bình,dt:12mx16m,kc:,trệt,giá:38 tỷ.
Cập nhật: vài giây trước -
0
"khám phá thế giới giải trí tuyệt vời tại vic club - trò chơi hiện đại cho mọi lứa tuổi"
Cập nhật: vài giây trước -
2
Bán biệt thự mini k300, p12, tân bình, 115m2, 3 tầng, ngang 6,6m, giá rẻ
Cập nhật: vài giây trước -
2
Cho thuê nhà liền kề green pearl - full nội thất - giá 25tr
Cập nhật: vài giây trước -
1
Bán nhà măt phố + 1 mặt ngõ nguyễn hy quang - đông đa, kd ô tô, vỉa hè: 52m,
Cập nhật: vài giây trước -
1
Bán nhà mặt tiền kinh doanh lê ngã, phú trung, tân phú, 30m2, 2 tầng, chỉ
Cập nhật: vài giây trước -
5
Bán nhà phố nguyễn chính, 30m2 x4 tầng, nhà mới xây, phân
Cập nhật: vài giây trước -
2
Bán nhà sổ hồng riêng hẻm xe hơi_97m2_gần quốc lộ 13_hiệp bình phước_giá 6,2 tỷ
Cập nhật: vài giây trước -
2
Bán gấp biệt thự 3 tầng 688m2 giá chỉ hơn 20tr/m2, thạnh lộc, quận 12
Cập nhật: vài giây trước -
2
Siêu hiếm bán nhà núi trúc ba đình 30m 5 tầng ô tô đỗ cửa nhà đẹp ở ngay hơn 7 tỷ lh 0975124520
Cập nhật: vài giây trước -
1
Cho thuê nhà mặt tiền trung mỹ tây 2a, q.12 – diện tích lớn, 61 phòng, thang
Cập nhật: vài giây trước -
3
Bán đất tặng nhà 2 tầng, 5x21m, hxh thạnh lộc, quận 12 rẻ
Cập nhật: vài giây trước -
1
🌸🌸🌸gà đẻ trứng vàng đón tết 2025, 6t thang máy - 10 phòng - full nội thất -
Cập nhật: vài giây trước -
2
Siêu phẩm giá đầu tư 1ty6 tại trường yên-chương mỹ d/t:49,8m
Cập nhật: vài giây trước -
2
Kẹt tiền cần bán đất mặt tiền bờ kè, xã diên phú, diên khánh
Cập nhật: vài giây trước -
2
Bán nhà 1 trệt 1 lầu_40m2_quốc lộ 13_hiệp bình phước_thủ đức_giá 2.65 tỷ
Cập nhật: 1 phút trước -
2
Tôi cần bán nhà c4 mặt tiền đường đống đa
Cập nhật: 1 phút trước -
2
Bán 110m2 đất 2mt hxh nở hậu đường phường thạnh xuân, quận
Cập nhật: 1 phút trước -
1
Bán nhà mặt ngõ vũ trọng phụng - thanh xuân - 32m - 4 tầng - 2 mặt thoáng - ở
Cập nhật: 1 phút trước -
1
Bán nhà riêng quan nhân - thanh xuân - 32m - 4 tầng - 2 mặt thoáng - ở ngay -
Cập nhật: 1 phút trước -
5
Cho thuê nhà phố tân mai 50mx7 tầng. giá 34tr
Cập nhật: 1 phút trước -
1
Bán nhà mới cứng, lô góc, đẹp mê ly: phúc tân - hoàn kiếm: 28m, 5t, mt: 4m,
Cập nhật: 1 phút trước -
0
Bán nhà ngọc lâm, kinh doanh sầm uất tấp nập,96m*4t, mt5.5m, 16 tỷ
Cập nhật: 1 phút trước -
2
Bán đất đồng bèn đông xuân quốc oai, ô tô tránh nhau,lô góc 620m, mt30m, dư 4 tỷ
Cập nhật: 1 phút trước -
1
Bán nhà 2 mặt phố: nguyễn hữu thọ - đại từ, hoàng mai, vỉa hè 30m, kd: 148m2 x
Cập nhật: 1 phút trước -
2
C54 – trang chủ nhà cái c54 chính thức 2025
Cập nhật: 1 phút trước -
1
Bán nhà liền kề thạch bàn,mặt phố,vỉa hè 6m,kinh doanh bất chấp 75m*4.5t,mt
Cập nhật: 1 phút trước -
1
Bán nhà đẹp 4 tầng - 2 mặt hẻm xe hơi - kdc an ninh - gò vấp chỉ 6,5 tỷ
Cập nhật: 1 phút trước -
1
Bán gấp nhà mặt ngõ quan thổ 1 - đống đa, kd ô tô: 164m, 4t, mt: 6.3m, giá 14.2
Cập nhật: 1 phút trước -
3
Bán 156m2 đất hxh gần mặt tiền nguyễn ảnh thủ, quận 12
Cập nhật: 1 phút trước -
1
Biệt thự mini 5t- nguyễn văn khối gò vấp- ngang 8m- chỉ nhỉnh 7 tỷ
Cập nhật: 1 phút trước -
2
Bán gấp nhà 2 tầng mt tôn đức thắng, ngay chợ hòa khánh, ngã 3 âu cơ
Cập nhật: 1 phút trước -
2
Bán nhà hẻm xe hơi đường 2 tăng nhơn phú a_74m2_4.1xm_giá nhỉnh 5 tỷ
Cập nhật: 1 phút trước -
3
Bán gấp dãy nhà trọ 5x20m, hxh phường 5, gò vấp. chỉ 7.9 tỷ
Cập nhật: 1 phút trước -
2
Bán nhà riêng phố hoàng hoa thám quận ba đình 55m 2 tầng ngõ thông gần phố nhỉnh 6 tỷ lh 0975124520
Cập nhật: 1 phút trước -
1
Đất phú cường, 112m2, mt5m, nở hậu, 3.050 tỷ. sóc sơn, ô tô tránh.
Cập nhật: 2 phút trước -
5
Bán nhà hxh hạ chào 1 tỷ, bờ bao tân thắng, sơn kỳ, tân
Cập nhật: 2 phút trước -
5
Hà siêu đẹp tô vĩnh diện, thanh xuân, kd gần phố 44m, 5t,
Cập nhật: 2 phút trước -
1
Nhà đẹp 5 tầng – hxh phạm văn chiêu, 50m2, full nội thất – nhỉnh 7 tỷ
Cập nhật: 2 phút trước -
2
Siêu phẩm bán đất tặng nhà chỉ việc về ở tại hợp đồng-chương mỹ
Cập nhật: 2 phút trước -
2
Bán nhà bùi xương trạch khương đình 55m 5 tầng lô góc kinh doanh nhà đẹp ở ngay 8 tỷ 0975124520
Cập nhật: 2 phút trước -
2
Bán nhà 4 tầng_sổ hồng riêng_hẻm xe hơi quốc lộ 13_hiệp bình phước_giá 7,8 tỷ
Cập nhật: 2 phút trước -
2
Bán gấp nhà gần làng đại học, thủ đức, 80m2, chỉ 3.x tỷ siêu ngon
Cập nhật: 2 phút trước

























